























































W przypadku marek, dla których uszkodzenie szwów nie jest akceptowalnym rezultatem, warto szczegółowo poznać różnicę między tymi dwiema sytuacjami.
Standard 27,12 MHz: dlaczego spawanie RF nagrzewa się inaczej
Podstawową różnicą pomiędzy spawaniem RF a konwencjonalnym zgrzewaniem termicznym nie jest tylko wydajność – to kierunek, w którym ciepło przemieszcza się przez materiał.
Konwencjonalne metody (gorące pręty, podgrzewane płyty dociskowe, opalarki) przykładają energię do powierzchni materiału i polegają na przewodzeniu, aby doprowadzić wnętrze do temperatury klejenia. W przypadku cienkich folii działa to odpowiednio. W przypadku grubych, gęstych tkanin z laminatu TPU stosowanych w wodoodpornym sprzęcie premium stwarza to problem praktyczny: doprowadzenie wewnętrznej powierzchni styku do temperatury topnienia wymaga wystarczającego czasu przebywania na powierzchni, aby najpierw ryzykować przypaleniem lub odkształceniem warstwy zewnętrznej. Okno pomiędzy „za mało” a „za dużo” zawęża się wraz ze wzrostem grubości materiału.
Spawanie RF pozwala ominąć ten problem, generując ciepło z wnętrza materiału, a nie przewodząc je do wewnątrz. Profesjonalny sprzęt spawalniczy RF działa na częstotliwości 27,12 MHz – wyznaczonym paśmie częstotliwości radiowej ISM (przemysłowym, naukowym i medycznym) przeznaczonym dla tej klasy sprzętu przemysłowego. Przy tej częstotliwości zmienne pole elektromagnetyczne powoduje, że cząsteczki polarne w TPU próbują ustawić się ponownie przy każdej oscylacji: około 27 milionów razy na sekundę. Wytwarzane przez to tarcie molekularne generuje ciepło równomiernie w całej strefie spawania, na styku, gdzie musi nastąpić stopienie, bez polegania na przewodnictwie cieplnym między powierzchnią a wnętrzem.
Pod jednocześnie przyłożonym ciśnieniem pneumatycznym materiał na styku osiąga temperaturę topnienia, a warstwy łączą się na poziomie molekularnym. Po usunięciu pola i ochłodzeniu materiału pod długotrwałym ciśnieniem pierwotna granica między dwoma panelami nie istnieje już strukturalnie – strefa spawania stała się pojedynczym, ciągłym kawałkiem materiału. W niszczących testach rozciągania strefa ta zwykle utrzymuje się poza punktem uszkodzenia otaczającej tkaniny podstawowej. Wynik ten stanowi praktyczny punkt odniesienia dla prawidłowo wykonanej spoiny RF.
Spawanie TPU o dużej wytrzymałości na rozciąganie 840D: węższy margines błędu
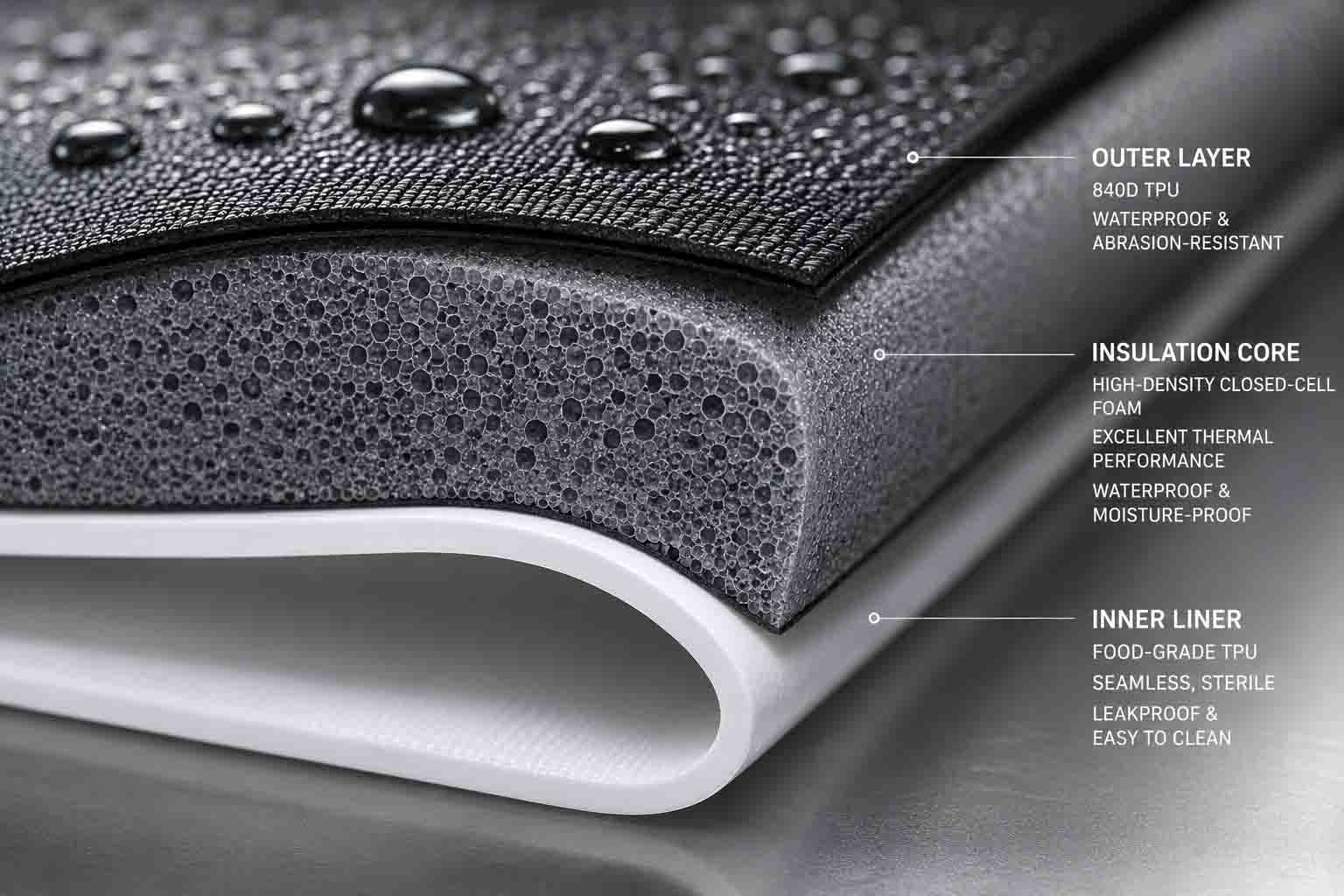
Spawanie RF działa w przypadku szeregu kompatybilnych tworzyw termoplastycznych — PVC, PET, EVA i różnych tkanin powlekanych PU. W przypadku ciężkich zastosowań zewnętrznych, wymagających trwałej odporności na ścieranie i integralności strukturalnej pod obciążeniem, materiałem wzorcowym jest TPU o wysokiej wytrzymałości na rozciąganie 840 denierów. Jest to również ten, który stawia największe wymagania w zakresie kalibracji procesu.
Większy denier oznacza większą masę materiału w strefie spawania, co wymaga większej energii elektromagnetycznej, aby doprowadzić do temperatury wtopienia. Trudność polega na tym, że nie oznacza to po prostu zwiększenia mocy. Okno robocze – zakres pomiędzy niewystarczającą energią (niepełne stopienie, podatne na nieszczelności spoiny) a nadmierną energią (przypalenie materiału, naruszenie bariery wodoodpornej) – zawęża się wraz ze wzrostem ciężaru tkaniny. Ustawienie mocy, które działa prawidłowo na 420D TPU, może powodować powstawanie zimnych punktów na 840D w tym samym czasie cyklu, natomiast ustawienie skalibrowane dla 840D może powodować spalanie cieńszych materiałów w tym samym produkcie.
Zarządzanie tym wymaga kalibracji specyficznej dla materiału. Kiedy TPU 840D trafia na linię produkcyjną – niezależnie od tego, czy jest to wprowadzenie nowego produktu, czy nowa partia materiału od tego samego dostawcy – moc wyjściową RF, ciśnienie prasy i czas cyklu należy sprawdzić w odniesieniu do konkretnego materiału: jego denier, masy powłoki TPU i składu. Parametry te zawarte są w udokumentowanej SOP, weryfikowanej na początku każdej serii produkcyjnej. Funkcja stosująca jednakowe ustawienia dla wszystkich grubości tkanin nie spełnia tego zadania, niezależnie od tego, jak opisano tę funkcję.
Trzy zmienne procesowe, które określają spójność produkcji
Testy ciśnieniowe, które prototyp przeszedł pomyślnie, potwierdzają, że możliwe jest wykonanie prawidłowego spoiny. Spójna produkcja wymaga kontrolowania zmiennych, które określają, czy jest powtarzalna w całej objętości.
Precyzja oprzyrządowania matrycy
Matryca spawalnicza – ukształtowana elektroda, która styka się z materiałem i określa geometrię spoiny – jest obrabiana maszynowo z mosiądzu lub aluminium do wymiarów wymaganych przez określony wzór szwu. Dokładność wymiarowa w tym oprzyrządowaniu nie jest sprawą drugorzędną. Nierówna powierzchnia matrycy powoduje nierówny rozkład nacisku w strefie spawania, co powoduje nierówne nagrzewanie wewnętrzne: zimne punkty, w których materiał nie osiągnął pełnej temperatury topnienia, oraz gorące punkty, w których został przegrzany. Zimne miejsca stają się punktami inicjacji wycieków. Gorące punkty stają się obszarami przerzedzania materiału, które zagrażają długoterminowej integralności szwów.
Zużycie matrycy ma taki sam wpływ na wielkość produkcji. Powierzchnie stykowe, które na początku cyklu produkcyjnego mieściły się w granicach tolerancji, stopniowo oddalają się od tolerancji. Odpowiedzialne operacje spawania RF śledzą stan matrycy i wymieniają lub ponownie kalibrują oprzyrządowanie, zanim zużycie wpłynie na jakość spoiny – a nie po rozpoczęciu testów kontroli jakości, które wykażą podwyższony wskaźnik awaryjności.
Zastosowanie ciśnieniowe: dwie fazy, dwie różne funkcje
Ciśnienie pneumatyczne podczas spawania RF pełni różne funkcje podczas aktywnej fazy spawania i następującej po niej fazy chłodzenia, przy czym oba te elementy mają znaczenie.
Podczas aktywnej fazy RF ciśnienie zapewnia ścisły kontakt pomiędzy warstwami materiału na styku spoiny, umożliwiając przenikanie molekuł, gdy TPU osiąga temperaturę stapiania. Podczas fazy chłodzenia, po usunięciu energii RF, ciśnienie utrzymuje stopioną strefę w miejscu, podczas gdy łańcuchy polimeru zestalają się. Zwolnienie ciśnienia przed wystarczającym ochłodzeniem strefy spawania pozwala na odkształcenie wciąż miękkiego materiału, powodując słabsze wiązanie i niespójności wymiarowe na krawędziach strefy spawania, które stają się punktami koncentracji naprężeń w użyciu.
Przedwczesne zwolnienie ciśnienia jest jednym z najczęstszych skrótów procesu w przypadku spawania RF na dużą skalę, gdzie presja czasu cyklu stwarza zachętę operacyjną do szybkiego przejścia do następnej części. Powstałe spoiny często przechodzą kontrolę wzrokową i wstępne testy niskociśnieniowe, a następnie wykazują podwyższony wskaźnik awaryjności pod długotrwałym obciążeniem i powtarzającymi się cyklami zginania w terenie.
Czas cyklu
Kompletny cykl spawania RF składa się z trzech faz: wstępnego prasowania (ciśnienie zastosowane przed aktywacją RF, umożliwiające prawidłowe osadzenie materiału w matrycy), spoiny aktywnej (włączenie energii RF, następuje nagrzewanie molekularne i stapianie) oraz chłodzenie pod ciśnieniem (RF wyłączone, strefa spawania krzepnie). Każda faza ma optymalny czas trwania, zależny od grubości materiału, ciężaru powłoki i używanej geometrii matrycy.
Te czasy nie są przenoszone między materiałami. Cykl opracowany dla określonej specyfikacji TPU spowoduje niedogrzanie cięższej tkaniny i ryzyko nadmiernego zespawania lżejszego materiału użytego w innym miejscu tego samego produktu. Kiedy specyfikacje materiałów zmieniają się pomiędzy seriami produkcyjnymi – różne deniery, różne gramatury powłok, różne partie dostawców – parametry cyklu wymagają ponownej walidacji, a nie założenia ciągłości.
Test ciśnienia hydrostatycznego pod ciśnieniem 1,0 bara: co faktycznie potwierdza
Wizualna kontrola szwów identyfikuje wady na poziomie powierzchni: widoczne ślady przypaleń, oczywiste luki w pokryciu spoiny, duże zniekształcenia wymiarowe. Nie identyfikuje wewnętrznych stref niedotopionych, mikropustek na styku spoiny ani zimnych punktów, które utrzymują się w warunkach otoczenia, ale otwierają się pod obciążeniem. W przypadku produktów wodoodpornych, dla których podano jakąkolwiek klasę ciśnieniową, kontrola wzrokowa dotyczy podłogi, a nie sufitu.
Test ciśnienia hydrostatycznego pod ciśnieniem 1,0 bara jest standardem walidacyjnym dla poważnych produktów spawanych RF do zastosowań zewnętrznych. Jeden bar odpowiada ciśnieniu hydrostatycznemu w 10-metrowym słupie wody — znacznie przekraczającym warunki zanurzenia, z którymi spotyka się większość produktów do użytku zewnętrznego w terenie, i właśnie dlatego jest to znaczący test kwalifikacji produkcyjnej.

Procedura: gotowe produkty napompowuje się do ciśnienia wewnętrznego 1,0 bara i zanurza w wodzie lub utrzymuje pod ciśnieniem przez określony czas. Warunek przejścia to zerowa emisja mikropęcherzyków z dowolnego szwu, strefy spawania lub punktu zamknięcia. Pojedynczy pęcherzyk wskazuje drogę wycieku, przez którą przedostanie się woda podczas użytkowania w terenie, niezależnie od skali. Na tym poziomie testu nie ma akceptowalnego zaliczenia częściowego.
To, co potwierdza test, wykracza poza to, czy konkretna jednostka utrzymuje ciśnienie w momencie testu. Produkt przechodzący pod ciśnieniem 1,0 bara potwierdził pełne stopienie molekularne w każdej strefie spawania, prawidłowy kontakt matrycy na całej geometrii szwu i odpowiednie chłodzenie przed zwolnieniem ciśnienia. Stałe współczynniki przejść w całej serii produkcyjnej są dowodem kontroli procesu, a nie zmienności poszczególnych jednostek, która miała pozytywny trend.
Częstotliwość testowania jest tak samo istotna, jak intensywność testu. Testowanie jednostkowe kluczowych produktów ze szwami zapewnia pełny zakres produkcji i wychwytuje pojedyncze awarie przed wysyłką. Próbkowanie wsadowe zapewnia pewność statystyczną przy niższych kosztach, ale pozwala na wyeliminowanie pojedynczych błędów. Odpowiedni protokół zależy od dalszych kosztów awarii pojedynczej jednostki – w przypadku produktów, w przypadku których jeden wyciek powoduje roszczenie gwarancyjne i potencjalną ekspozycję marki, racjonalnym rozwiązaniem jest testowanie na jednostkę.
Ocena zdolności spawania RF: pytania odróżniające dojrzałość procesu
Zapobieganie wyciekom w wodoodpornych produktach zgrzewanych RF jest wynikiem inżynierii, a nie twierdzeniem produkcyjnym. Znane są zmienne procesowe, metody kontroli ustalone, a protokół testowy, który potwierdza wynik, jest dobrze zdefiniowany. Producent posiadający rzeczywiste możliwości w tej dziedzinie opisze swoje działanie w tych specyficznych kategoriach.
Pytania, które warto zadać podczas oceny dostawcy, są konkretne:
W jaki sposób ustawienia mocy RF i czasy cykli są dokumentowane według specyfikacji materiału i co powoduje ponowną walidację w przypadku zmiany partii materiału?
W jaki sposób monitorowany jest stan matrycy i przy jakim progu następuje wymiana oprzyrządowania?
Czy badania hydrostatyczne przeprowadza się na jednostkę czy na zasadzie pobierania próbek wsadowych i pod jakim ciśnieniem?
Czy mogą dostarczyć zapisy z testów z ostatnich serii produkcyjnych porównywalnych produktów?
Nie są to trudne pytania dla obiektu, który faktycznie kontroluje te zmienne. Są to bardzo trudne pytania dla zakładu obsługującego sprzęt spawalniczy RF bez stojącej za nim dyscypliny procesowej. Odpowiedzi mówią Ci, w jakiej sytuacji się znajdujesz.